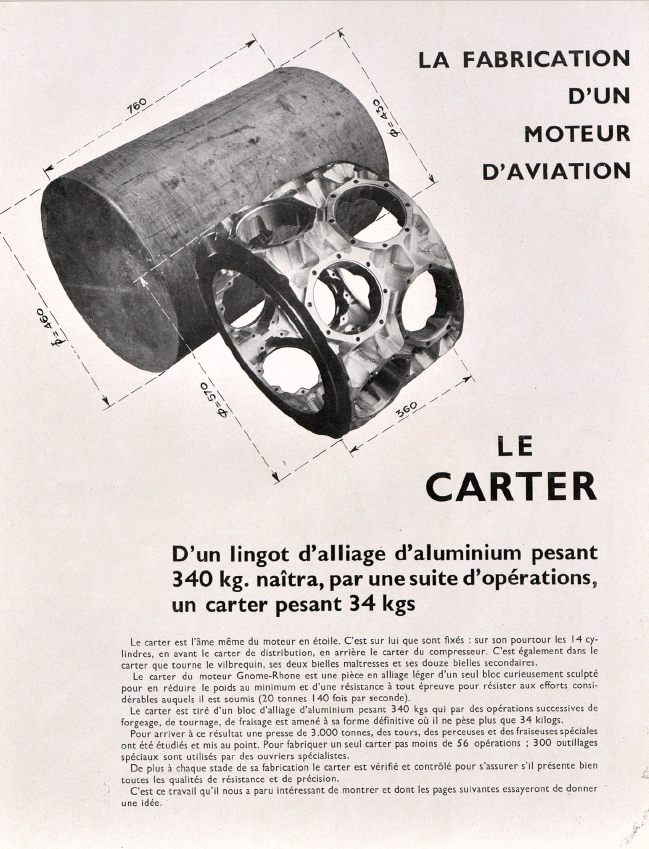
Una din componentele principale ale motoarelor K 14, este carterul.
Acesta susține cei 14 cilindri, vilbrochenul, bielele și toate echipamentele auxiliare.
Procesul de fabricație era complex: practic dintr-un semifabricat din duraluminiu, care cântărea 340 kg, se obținea o piesă de numai 34 kg.
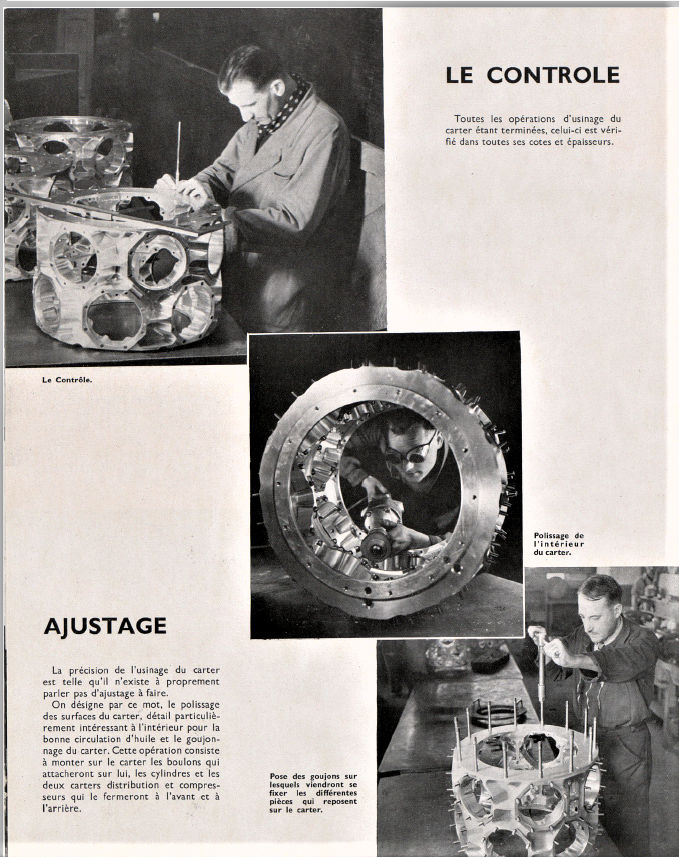
În total erau executate 56 operații tehnologice.
Aceste imagini prezintă fluxul tehnologic de fabricație al carterului ce era folosit la uzinele Gnome-Rhône din Franța.
La IAR Brașov și la Forja Poldi, se executau în mod similar carterele pentru motoarele K 14.
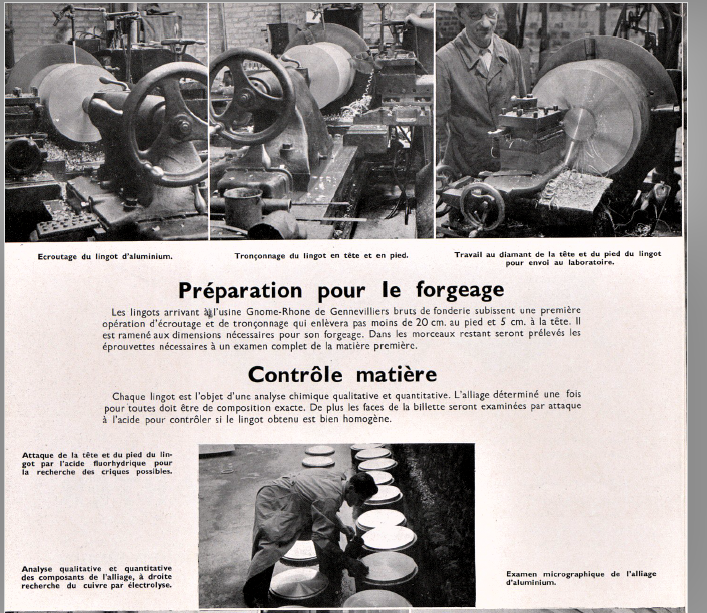
Semifabricatul turnat, era adus la cotele necesare forjării si apoi se executa un prim control dimensional și de compoziție a materialului.
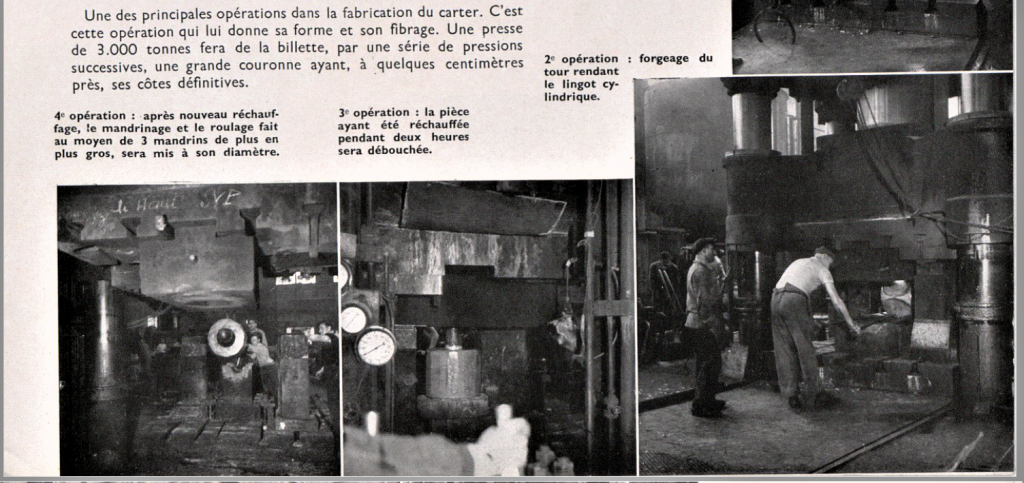
Forjarea se făcea folosind o presă de 3000 tf.
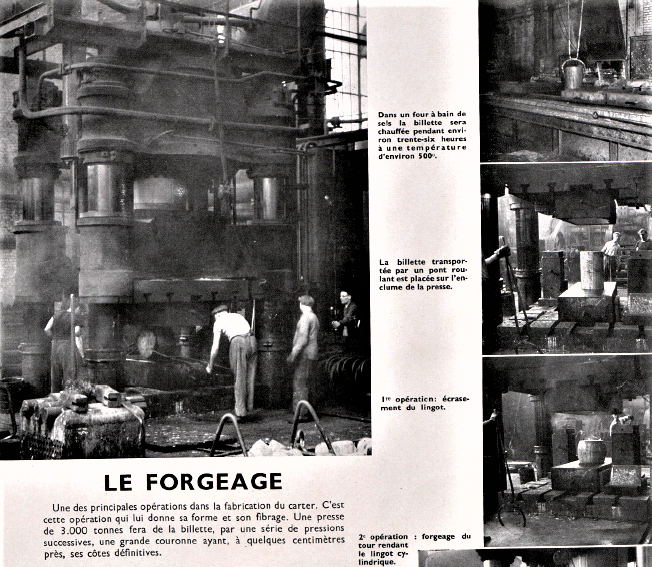
Semifabricatul era încălzit la 500° C timp de 36 ore, după care urma forjarea în trei etape, cu reîncălzire intermediară de căte 2 ore.
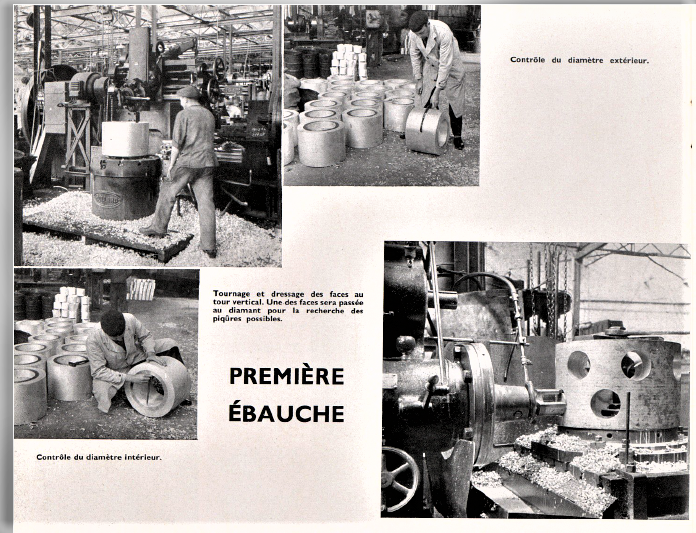
PRELUCRARE GROSIERĂ
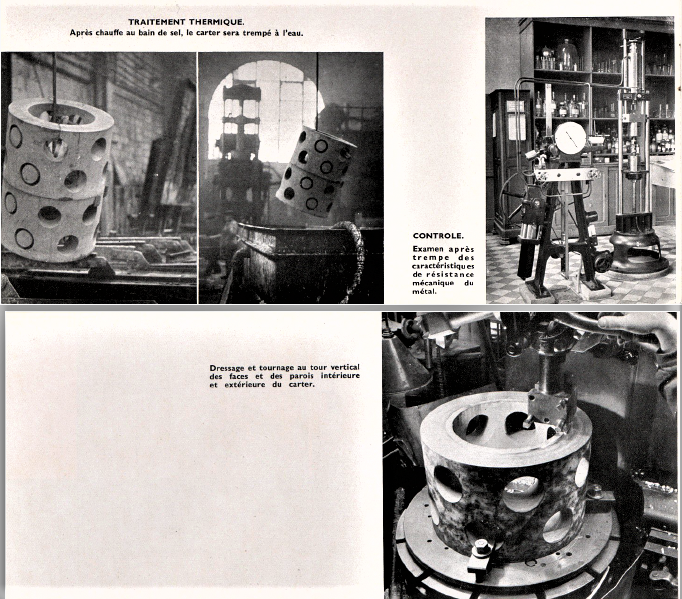
TRATAMENT TERMIC
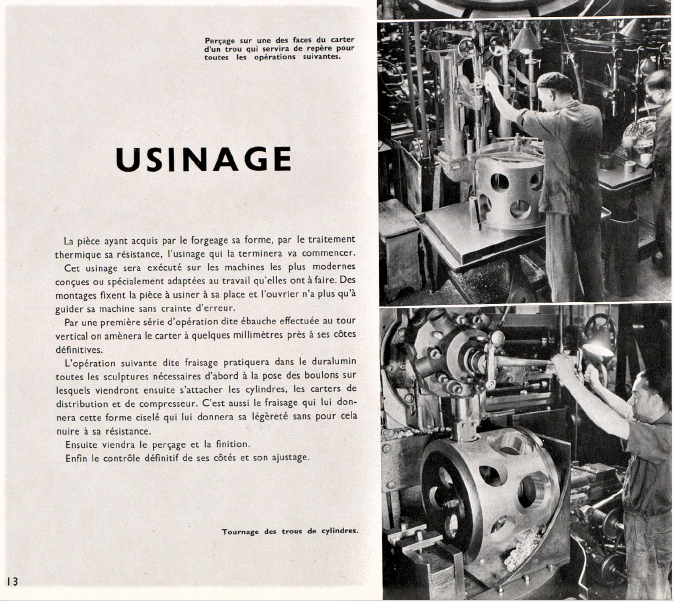
UZINAJ
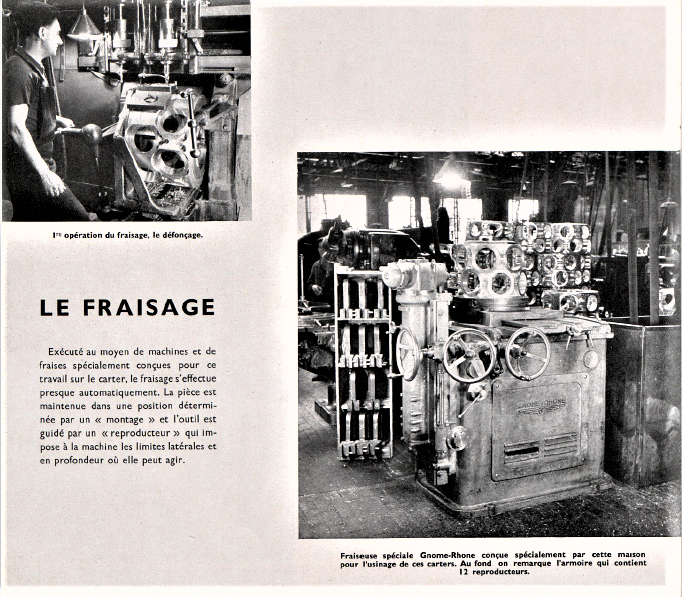
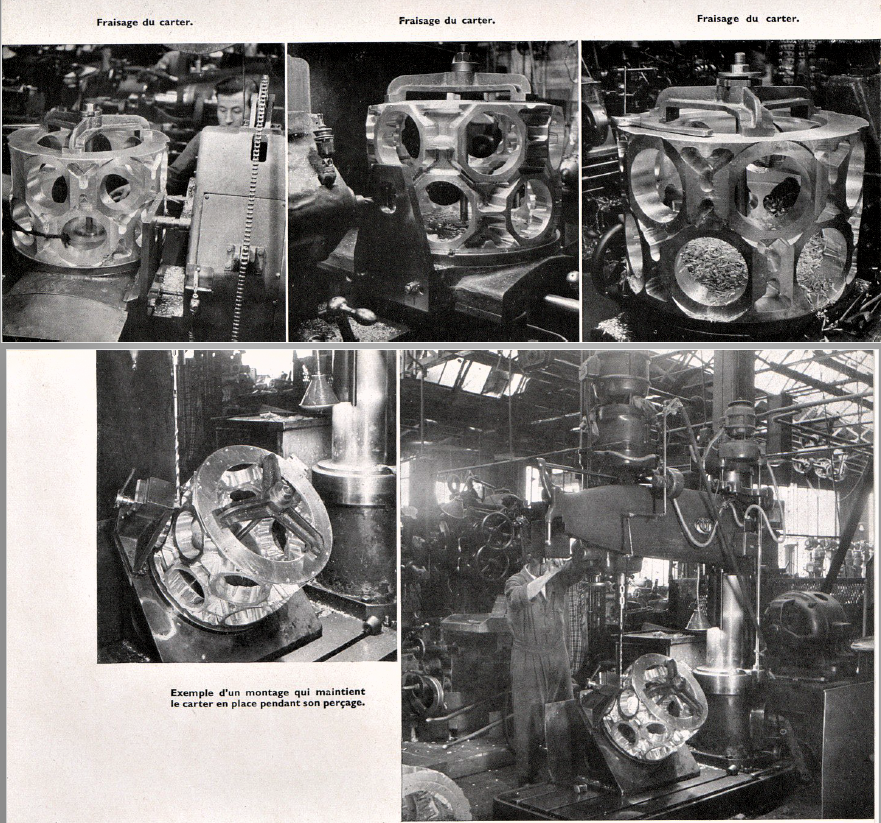
FREZARE
FREZARE – ALEZARE
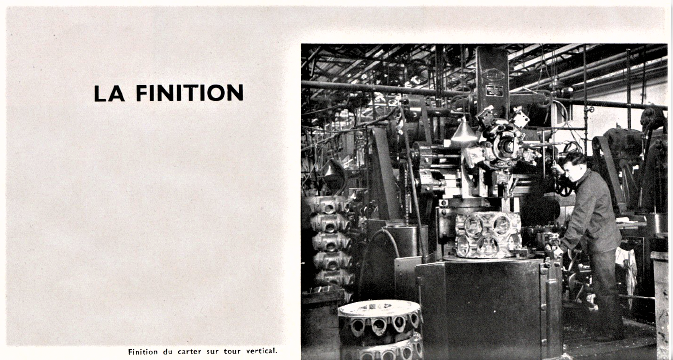
FINISAJ
Aceste prelucrări se făceau folosind o tehnologie complexă, o adevarată performanță în România acelei perioade, o țară preponderent agricolă, cu o industrie slab dezvoltată.
Bibliografie :
Plein Ciel – aprilie 1939 – revista bilunară


